

From Steady Change to Complete Disruption
The toilet paper rush of 2020 was an eye-opening reminder to consumers that manufacturers keep the world supplied.
Although varied in their specialties, manufacturers globally must continually respond to, adapt to, and accelerate change in near-real-time to meet demand. Whether they produce textile, wood, metal, chemical, petroleum, plastics, electronic, transportation, pharmaceutical, or food products.
Nearly every manufacturer for years has been undergoing some form of digital transformation to stay flexible and competitive. Among their primary goals: driving efficiency and productivity improvements spanning design and prototype development, supply chains, and factory floors—all while keeping employees safe.
But manufacturers’ slow and steady digital adoption met a test like no other when the industry was forced to respond to the global disruption caused by the COVID-19 pandemic.
Manufacturing is a large industry sector. International Standard Industrial Classification (ISIC) codes highlight the many subsectors, including:
COVID-19 Reshaped Manufacturing
A survey at the onset of the pandemic by the National Association of Manufacturers of its member companies in February-March 2020 showcased the immediate, anticipated negative impacts of COVID-19.

By August 2020, a majority of manufacturing leaders surveyed by MIT Technology Review believed their digital transformation plans would accelerate due to the pandemic.
Key priorities would be IT modernization driving real-time connected operations to address three pressing business challenges:
- Agility: Speeding up product delivery and connecting supply chains through modern, resilient IT.
- Efficiency: Doing more with less while empowering a wider variety of workers, suppliers, and vendors from factory floors to remote job sites.
- Trust: Protecting IP and assets at all costs, mitigating increasing threats to designs and data while streamlining compliance.
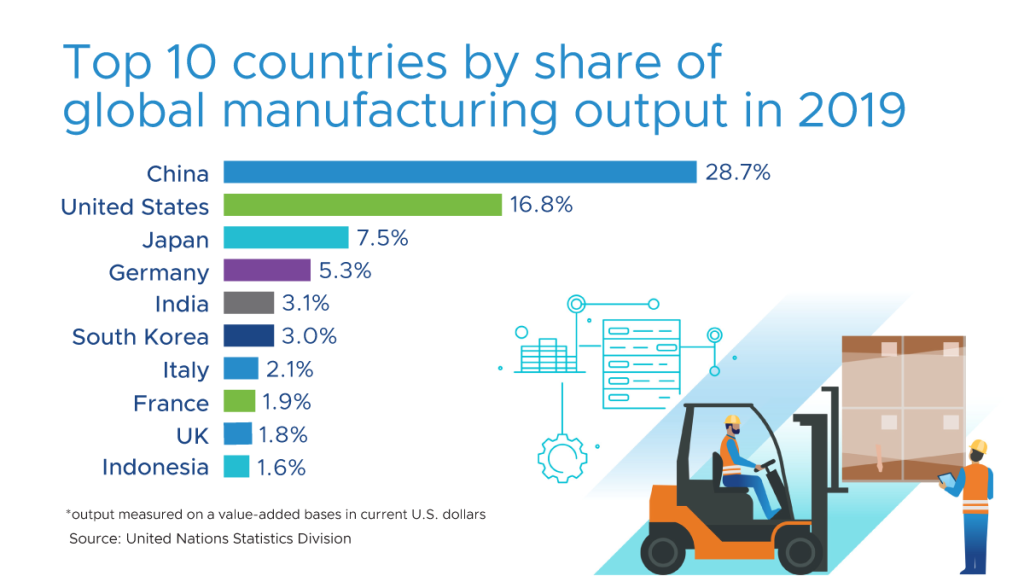
In 2021, global manufacturing production is recovering, yet the pace of recovery has been unequal across regions and industries, according to the United National Industrial Development Organization’s World Manufacturing Report.
A key differentiator: the manufacturer’s technological intensity.

Technology as a Value Creator
IT modernization—including modern apps and cloud services—is becoming essential for real-time connected manufacturing operations. And not just modernization for modernization's sake. Leaders are looking to speed invention, sourcing, operations, supply chains, and ultimately, delivery. They want modernization that includes agile processes and innovative technologies that build in visibility and security while streamlining compliance and boosting agility. And of course, modernization that reduces time to market.
Today, manufacturers are not only doing more with less, they are counting on software, applications, and emerging technologies to lead the way in empowering employees, contractors, and suppliers as they strive to operationalize what CB Insights illustrates as the factory of the future.
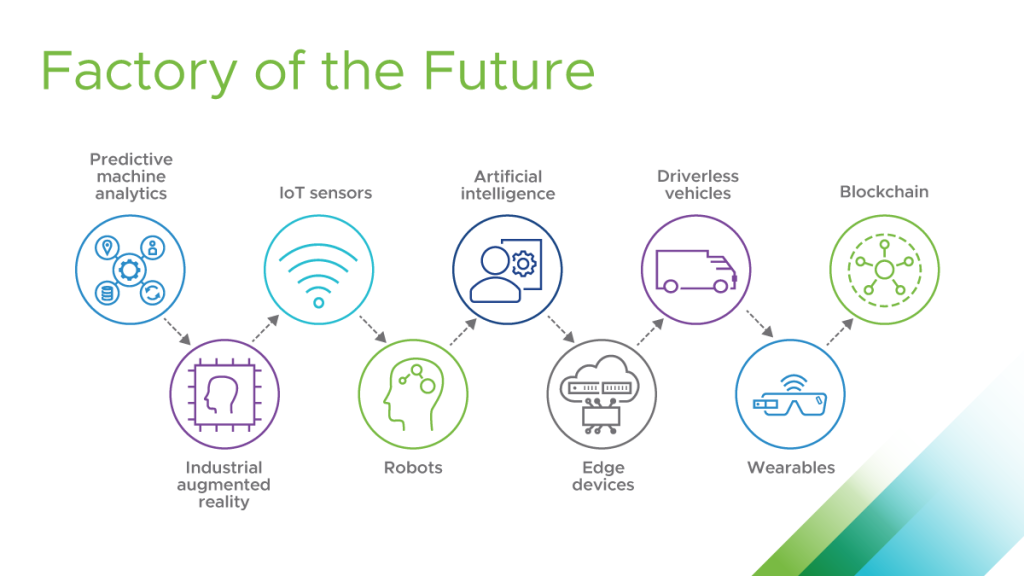
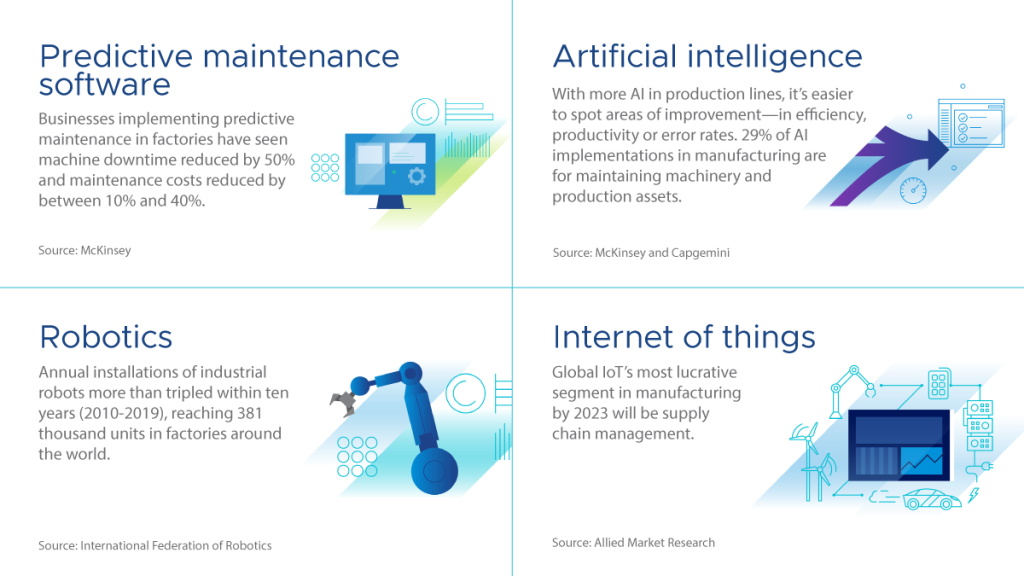
These are just some of the cutting-edge technologies helping manufacturers achieve impressive results:
And more emerging tech is gaining traction every day, including augmented and virtual reality, blockchain, machine learning, analytics, and wearables.
The Acceleration of Robotics
The COVID-19 pandemic hasn’t started any new trends but it accelerated the use of robotics beyond established practice. In this respect, the pandemic has proven to be the biggest single driver for change in industry.
Dr. Susanne Bieller, General Secretary of the International Federation of Robotics (IFR)
The IFR predicts a rise in robot use in 2021 across the manufacturing sector. Here’s how:
- Robots getting smarter in conjunction with artificial intelligence (AI) to perform even more difficult tasks.
- Networked robots and autonomous guided vehicles working with humans away from assembly line flows that can be quickly reprogrammed to perform a different task without taking down the entire production line.
- Robots securing supply chains by boosting productivity.
- Robots helping to reduce carbon footprints.
- Robots penetrating new manufacturing sectors such as food and beverage and textiles.
Action on Innovation
Because connected assets, factories, products and vehicles have the highest exponential value creation potential, manufacturers are moving quickly to embrace digital foundations capable of supporting these key initiatives:
- Modernize manufacturing systems, reducing costs and complexity through standardization and automation while concurrently modernizing apps and updating build, run, and management practices.
- Ensure business continuity and resilience, using cloud services and cloud infrastructure to scale operations on demand.
- Improve productivity and collaboration, expanding the use of digital assets including digital twins, and mobility on the factory floor and to remote job sites.
- Empower remote workforces, connecting teams and providing any device, any app flexibility as a business must-have, not a perk.
- Protect data and intellectual property, creating a zero trust IT environment to mitigate risk.
Zeroing in on cybersecurity, there is still much that is secret about manufacturing design and processes. That makes data and information security a top priority for everything from company patents to workflows. With ransomware predicted to attack a business every two seconds by 2031, according to Cybersecurity Ventures, manufacturing IT teams must work hard to stay ahead of new attack vectors.
Manufacturing Resiliency
While continuous efforts to meet ever-changing consumer and marketplace demands steadily moved manufacturers toward digital, the pandemic has catalyzed digital transformation initiatives. Today, manufacturers are teaming with partners like VMware to digitize their operations top to bottom:
- Expanding their embrace of digital assets and channels for less disruption to vendor engagement and supply chains.
- Shifting to more resilient and responsive supply chains that ensure materials and product gets to where they need to go in a timely manner and on budget.
- Adding greater support for dispersed and frontline workers, automating further to bolster employee health and safety.
- Emphasizing collaborative design and production to enable business continuity and resiliency across locations and geographies.
- Enhancing cost management, combining off-site and on-site infrastructure for greater efficiency.
As consumers, we recognize the importance of manufacturers in our world and can’t wait to see how they supply us next.